Introduction
For commercial indoor cultivation, lighting problems rarely show up as a single “dead fixture.” They show up as uneven canopy performance, inconsistent PPFD from room to room, nuisance trips, flicker complaints, and downtime that forces rushed swaps during peak cycles.
That’s why LED grow light PCB Assembly quality control matters: the printed circuit board assembly (PCBA) inside the fixture is where solder integrity, component traceability, and test coverage translate into real-world uptime.
In multi-site operations, standards-based processes are what keep your risk profile stable. When the same QC gates, acceptance criteria, and documentation packages are used across factories (or contract manufacturers), you reduce variance—not just in build quality, but in service outcomes.
This guide walks through how manufacturers control quality from components to compliance to reliability, and what evidence you can request when qualifying vendors.
Table of Contents
Standards and compliance
A quality system starts with “what good looks like.” For PCBAs, that’s typically defined through workmanship standards, safety listings, and environmental/biological protections that affect where and how fixtures can be deployed.
Workmanship and soldering standards

Workmanship standards set the baseline for what’s acceptable on a finished board—solder fillets, voiding expectations, component placement, cleanliness, and rework limits.
For vendor evaluation, the practical question isn’t “Do you know the standard?” It’s:
- Do you build to a documented workmanship class appropriate for continuous operation?
- Are operators trained and certified to the soldering standard used on the line?
- Are there objective inspection criteria, or is acceptance subjective?
Ask to see:
- The manufacturer’s workmanship acceptance document (what they inspect and how they disposition defects)
- Evidence of periodic training/recertification for soldering and inspection staff
- Rework control procedures (how many rework cycles are allowed, and how the board is re-verified)
Safety listings and market access
Safety listings are your “permission to operate.” They influence:
- Whether the fixture is approved by inspectors (AHJ: authority having jurisdiction)
- Whether your insurance carrier accepts the install
- Whether the product can be deployed consistently across states or regions
From a PCBA standpoint, safety compliance is tightly tied to design control and manufacturing discipline—clearances/creepage, insulation systems, grounding, protective devices, and verified assembly processes.
Vendor checks that actually matter:
- Is the safety listing tied to the exact model/revision you’re buying?
- Does the factory control changes to PCBA layout, component substitutions, and firmware?
- Can they provide a compliance package that matches the shipped configuration?
Photobiological and ingress protections
Commercial grow rooms and greenhouses are hard on electronics: humidity swings, foliar spray drift, cleaning routines, and corrosive environments can stress connectors and coatings over time.
Two practical protections to validate:
- Photobiological safety classification: relevant for fixtures with high radiance sources and for worker exposure management.
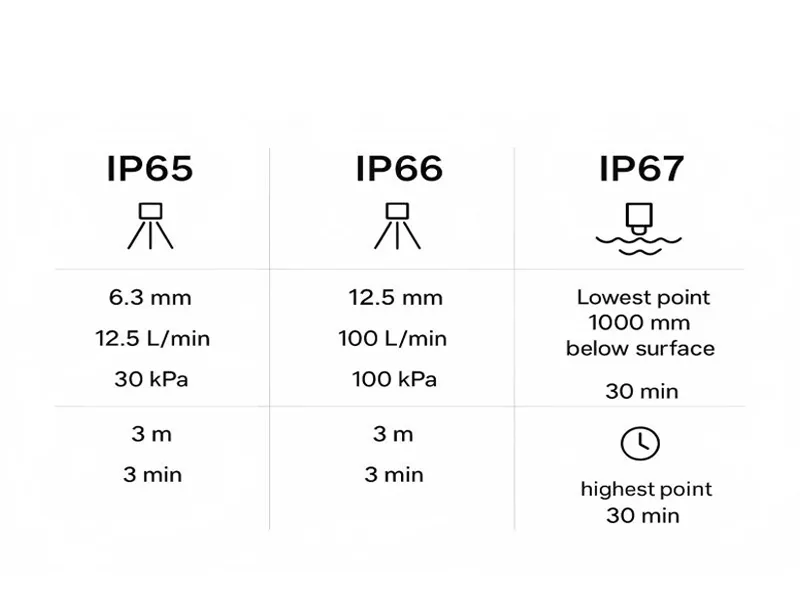
- Ingress protection (IP): relevant where washdown, misting, or humidity is part of operations.
Ask for the manufacturer’s test evidence and the configuration boundaries. For example, an IP rating may depend on a specific gasket, lens, cable gland, or assembly torque control—small process changes can invalidate the rating.
Component quality and traceability
Most field failures trace back to a short list of drivers: wrong parts, marginal parts, uncontrolled substitutions, or damage introduced during handling. Strong QC starts before the board ever hits the line.
LED binning, LM-80/TM-21 alignment

For horticultural fixtures, LED consistency affects more than cosmetics—it can affect canopy uniformity and long-run maintenance planning.
What to verify in the supply chain:
- Binning control: how LED flux and color bins are specified and locked for production lots
- Approved alternates: what happens when supply constraints force substitutions
- Reliability alignment: whether LED selection and derating strategy are consistent with recognized LED lifetime methodologies (for example, using LM-80 test data and TM-21 projections as part of the engineering justification)
In practice, you’re looking for a manufacturer who can show that LED sourcing and bin control are treated as configuration-managed items—not “whatever is available this week.”
Drivers, controls, and ESD handling
Grow light PCBAs often integrate (or interface with) drivers, dimming controls, sensors, and communications modules. These parts can be more failure-prone than the LEDs themselves if handling and protection aren’t disciplined.
Key vendor questions:
- Do they use ESD-safe workstations, packaging, and transport between stations?
- Are sensitive components (MCUs, comms ICs, MOSFETs) handled and stored per ESD procedures?
- Is there incoming screening for high-risk parts (drivers, optocouplers, power semiconductors)?
The goal is simple: eliminate silent latent damage that passes a quick power-on test but fails months into operation.
MES-driven lot traceability
Traceability is what makes quality scalable.
A credible manufacturer should be able to answer, for any failed unit:
- Which component lots were used (LEDs, drivers, critical passives)
- Which line, shift, and process settings built the board
- Which inspections/tests were passed, with timestamps and operator/machine IDs
Look for MES-driven lot traceability (Manufacturing Execution System), not a spreadsheet. When you’re qualifying vendors for multi-site operations, traceability is the difference between a contained incident and a broad recall.
In-line inspection and electrical tests
Inspection is not redundant bureaucracy. Each gate catches a different defect class. You want coverage diversity, not a single “final test” that tries to catch everything.
SPI and AOI coverage

SPI (Solder Paste Inspection) verifies paste volume, area, and alignment before components are placed. It’s your first real chance to prevent systemic solder defects.
AOI (Automated Optical Inspection) checks component presence/absence, polarity, placement accuracy, tombstoning, and visible solder joint anomalies.
What to ask vendors:
- Which components are in-scope for SPI/AOI (high-risk and fine-pitch parts should not be exempt)
- How they manage false calls vs true defects (a tuned program plus good operators)
- How often are inspection programs reviewed after ECOs (engineering changes)
A practical red flag: “We have AOI” with no evidence of coverage maps, defect libraries, or periodic program validation.
ICT and flying probe
Optical inspection can’t tell you if an electrical node is open under a package, if a value is wrong, or if a net is shorted under the solder mask.
That’s the role of:
- ICT (In-Circuit Test): bed-of-nails testing for continuity, shorts, and component values at scale
- Flying probe: flexible probing for lower-volume builds or boards where fixtures are impractical
For vendor evaluation, ask:
- What percentage of nets and critical components are electrically verified
- How do they validate test fixtures and probe programs
- How do they disposition borderline results (do they quarantine and analyze, or re-run until it “passes”)
Functional tests and flicker metrics
Functional testing is where manufacturers prove the assembly behaves like a grow light system, not just a powered PCB.
Functional test should include, at a minimum:
- Power-up and protection behavior (inrush, abnormal loads, thermal cutbacks where applicable)
- Dimming control behavior (0–10V, PWM, or digital control interfaces, depending on design)
- Output stability under realistic load
For operations teams, one often-missed item is flicker. Even when plants aren’t “complaining,” flicker can signal driver/control instability that becomes a reliability issue. A strong vendor will define acceptable limits, test conditions, and pass/fail criteria—not just “it lights up.”
For example, SLTMAKS notes ETL/CE/RoHS certifications on its About page, which is the kind of traceable claim you want in a vendor compliance packet. For an informational explainer on why ETL/CE/RoHS matter in commercial installs, see Certifications Matter.
Thermal and environmental reliability
A board can pass every in-line test and still fail in the field if thermal design and environmental protections aren’t validated under realistic conditions.
Thermal validation and Tj control
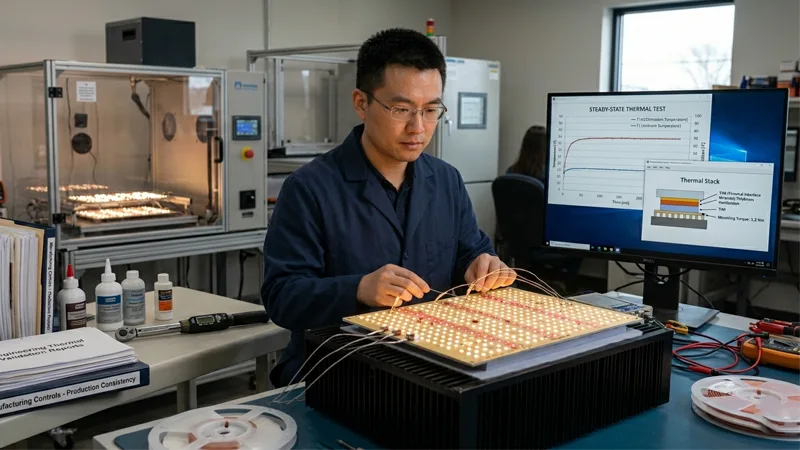
For LED boards, junction temperature (Tj) is a long-run reliability driver. Manufacturers that take reliability seriously validate thermal performance as a system: LED board + heat sink + interface materials + mounting torque + ambient assumptions.
What to look for:
- Steady-state thermal testing under realistic power and ambient ranges
- Verification that thermal interfaces are consistent in production (materials, thickness, application method)
- Defined thermal limits and what happens when limits are exceeded (derating behavior)
Pro Tip: Ask to see both the engineering thermal validation report and the manufacturing controls that keep the thermal stack-up consistent in production.
Environmental stresses and screening
Environmental screening is about catching early-life failures and process escapes before they become your maintenance problem.
Common screening approaches include:
- Burn-in / aging: sustained operation to reveal infant mortality failures
- Temperature cycling: stress solder joints and interconnects
- High humidity exposure: validate coatings, connectors, and insulation behavior
When vendors claim aggressive screening, ask for specifics:
- Duration, temperature setpoints, and pass/fail criteria
- Whether the test is sampled or 100%
- How failures are analyzed (root cause, corrective action, containment)
Protective finishes for humid grow rooms
Humidity and chemical exposure can turn minor process weaknesses into long-term failure mechanisms.
From a PCBA perspective, protections may include:
- Conformal coatings (and documented coverage/inspection)
- Corrosion-resistant finishes
- Sealed connectors and controlled strain relief
The key is that protective finishes are not “paint.” They’re process-controlled materials that require surface prep, cure control, and inspection discipline.
Data, documentation, and handover
If you’re qualifying vendors across multiple facilities, the real deliverable isn’t just a shipment—it’s an evidence package you can audit, store, and reuse.
Compliance package deliverables
A manufacturer ready for commercial deployment should be able to provide a compliance package that includes:
- Safety listing identifiers and model/revision mapping
- Declarations of conformity where applicable
- Materials compliance evidence (for example, RoHS)
For context, many vendors summarize certifications on a company’s about page, which can be helpful when aligning internal procurement requirements.
Photometric and PPFD consistency files
Photometrics are where cultivation performance meets manufacturing consistency.
Even if photometric testing is done at the fixture level, PCBA quality affects:
- Output stability over time
- Channel balance consistency (especially in multi-channel spectral designs)
- Dimming repeatability
Ask what files you’ll receive during qualification and ongoing production runs, and how often they’re refreshed when engineering changes occur.
Maintenance, FMEA, and change control
A vendor that’s serious about uptime will be able to support:
- A maintenance and service approach (spares, connectors, driver swaps, repair limits)
- FMEA (Failure Modes and Effects Analysis) that identifies what can go wrong and how it’s mitigated
- Change control discipline: documented ECOs, revision tracking, and notifications that let you keep multi-site installs consistent
If you’re building a vendor scorecard, this is where vendors differentiate. Plenty of factories can build a board. Fewer can support long-run consistency across revisions.
For a practical vendor-evaluation checklist, see how to evaluate an LED grow light manufacturer, including IQC/IPQC/OQC concepts and certificate verification prompts.
Conclusion
When you evaluate manufacturers on LED grow light PCBA quality control, you’re really evaluating your future maintenance burden.
The strongest suppliers don’t rely on a single “final test.” They layer controls:
- Standards-driven workmanship requirements
- Component discipline and traceability
- Diverse inspection gates (SPI/AOI) and electrical verification (ICT/flying probe)
- Functional testing tied to real pass/fail limits
- Thermal and environmental validation that matches grow-room reality
- Documentation that makes multi-site qualification repeatable
If you want a clean vendor comparison, ask for test coverage evidence and the handover package before you buy. And when procurement needs risk framing, it’s reasonable to include warranty and support terms—such as the manufacturer’s warranty and service model—as one of the operational inputs.
FAQ
Why does PCBA quality matter more than just having a “working” light?
In commercial operations, poor PCBA quality doesn’t just result in a dead fixture; it leads to uneven canopy performance and inconsistent PPFD across different rooms. High-quality PCBA (Printed Circuit Board Assembly) ensures solder integrity and component reliability, which translates to real-world uptime and stable crop yields rather than expensive mid-cycle maintenance.
What specific workmanship standards should a manufacturer follow?
Reliable manufacturers build to documented workmanship classes (such as IPC standards) that define acceptable solder fillets, component placement, and cleanliness. When evaluating a vendor, don’t just ask if they know the standards—ask for their workmanship acceptance documents and evidence of periodic staff recertification for soldering.
How is LED consistency maintained across large-scale orders?
Consistency is managed through strict binning control and traceability. Manufacturers should specify and “lock” LED flux and color bins for specific production lots. They should also align their designs with LM-80 test data and TM-21 projections to ensure that the long-term reliability and spectrum of the lights remain uniform over years of operation.
What is the difference between AOI and ICT in the inspection process?
Both are essential but catch different defects:
AOI (Automated Optical Inspection): Uses cameras to check for visible issues like missing components, wrong polarity, or “tombstoning.”
ICT (In-Circuit Test): Uses electrical probes (a “bed of nails”) to check for internal shorts, open circuits, and correct component values that a camera cannot see.
A quality-focused manufacturer uses both to ensure the board isn’t just “visually correct” but also electrically sound.
How do manufacturers protect PCBAs from humid greenhouse environments?
Beyond basic IP (Ingress Protection) ratings, manufacturers use conformal coatings and corrosion-resistant finishes to protect sensitive electronics from humidity, foliar sprays, and cleaning chemicals. Quality control here involves documented coverage inspections and strict process controls over how these protective materials are applied and cured.
What documentation should I request to ensure long-term support?
For multi-site operations, you should request a compliance package that includes:
MES-driven lot traceability: Proof of which component lots were used in your specific units.
Safety listings: Verified UL, ETL, or CE certifications mapped to your specific model revision.
Change Control records: Documented ECOs (Engineering Change Orders) that ensure you receive the same internal hardware across different purchase orders.