Engineer the perfect light spectrum for optimal plant growth. Boost your yields and cultivate year-round with our energy-efficient LED solutions. Tell us your needs for a customized lighting strategy and quote.
If you run (or procure for) a commercial indoor cultivation facility, “fixture price” is rarely the number that matters. What matters is whether the manufacturer can build the same spec reliably, keep failure rates low, and support documentation that stands up to utility programs, inspections, and internal QA. That’s why understanding the cost to manufacture LED grow light fixtures is useful: it helps you separate real engineering and process controls from cosmetic cost-cutting.
From 2024–2026, the biggest swings in unit cost tend to come from two buckets:
Non-BOM: labor, yield loss and rework, test time, packaging, logistics, certification, overhead, and warranty reserves.
This breakdown is designed to support procurement and ops teams who need to standardize SKUs across rooms and sites, and finance teams who want ROI/TCO models built on ranges rather than optimistic point estimates.
Table of Contents
What Drives Unit Cost
In this section, the goal isn’t to guess a supplier’s exact BOM. It’s to understand which components and design choices usually dominate cost, and which questions let you verify whether a quote is funding reliability and compliance, or quietly shifting risk to you.
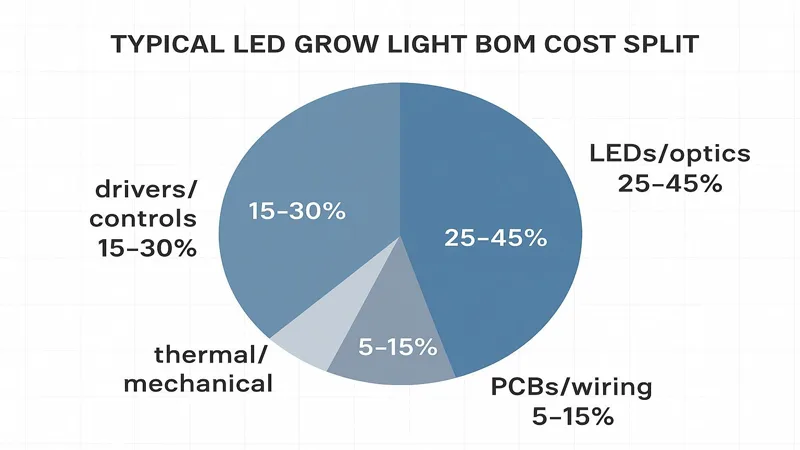
The BOM is where most buyers focus—because it’s visible in spec sheets. But in manufacturing, BOM cost is only one lever. Two fixtures can share similar headline specs (PPF, efficacy, form factor) and still have very different true cost structures once you account for driver quality, thermal design margin, and how aggressively the factory tests every unit.
LEDs and Optics
For grow fixtures, LED and optical choices influence cost in three ways: component price, binning/consistency, and system efficiency.
LED package and binning: Tighter binning (color, flux) can reduce variability room-to-room and batch-to-batch, but usually increases sourcing cost and reduces supply flexibility.
Optics vs. bare board: Secondary optics, lenses, and diffusers add parts and assembly steps. They can also reduce light loss, improve uniformity, and protect LEDs from contaminants—so they’re not just “extra plastic.”
Electrical and thermal derating: If LEDs are driven hard to hit a spec cheaply, you often pay later via higher junction temperatures, faster depreciation, and earlier failures. That increases the manufacturer’s warranty reserve (and your downtime risk).
In quote reviews, ask what LED families are specified, what binning approach is used, and whether there’s clear documentation around operating current and thermal design assumptions.
Drivers and Controls
In commercial cultivation, drivers are one of the most common failure points—and one of the easiest places to under-spec quietly.
Cost drivers here typically include:
Driver topology and protection features: Input protection, surge protection, thermal protection, and fault behavior under abnormal conditions.
Dimming and controls compatibility: 0–10V, PWM, and integration requirements can add both parts and test time.
EMC design impact: Better EMI filtering and layout discipline can raise BOM slightly but reduce the risk of failing EMC testing (and paying for re-tests).
From a procurement standpoint, a “cheap driver” isn’t just a cheaper line item. It can force higher incoming inspection burden, increase burn-in requirements, and raise warranty reserves.
Thermal and Mechanical
Thermal and mechanical design is where manufacturers buy reliability—at a cost. For LED grow lights, that usually means more aluminum, better surface area geometry, higher-quality fasteners, and more conservative thermal margins.
Common cost contributors include:
Aluminum heat sinks and extrusion complexity: More mass and more complex shapes cost more, and aluminum price volatility can show up quickly in quotes.
Assembly tolerance and fastener quality: Designs that require tighter tolerances often demand slower assembly and more in-process checks.
Ingress and corrosion protection: Gaskets, conformal coatings, cable glands, and connector choices can materially affect both BOM and labor.
BOM costs are what you can count on. Manufacturing and QA costs are what you feel later—when failure rates, documentation gaps, or retest cycles show up as delays, rework, and downtime.
This is where many “same-spec” fixtures diverge. Manufacturing cost isn’t just the wage rate; it’s how long each unit sits in a test station, how often it fails, and whether failures trigger rework loops.
Labor, Testing, Yield
Three concepts matter for cost modeling:
Cycle time: Minutes of direct labor per unit (assembly + test handling). Higher cycle time increases cost even if the BOM is unchanged.
Test coverage: Adding burn-in, hipot/ground continuity, or functional dimming checks increases time and equipment needs—but can reduce field failures.
Yield and rework: A factory with a 2–3% failure rate at final test may be “fine” for consumer goods. For commercial cultivation, that rework loop can become expensive fast, especially when it’s tied to driver wiring, connector seating, or PCB assembly defects.
Key Takeaway: If a quote looks unusually low, ask what was reduced: driver margin, thermal margin, test time, or warranty reserve. Those are the usual hidden trade-offs.
PCBs and Assembly Materials
PCB-related costs often show up as “small” line items, but they can drive big swings in yield.
PCB quality and layer stack: Better materials and tighter process control can reduce early-life failures.
Assembly materials: Potting compounds, conformal coatings, thermal interface materials, and adhesives add cost and add process variability if not controlled.
Harnesses and connectors: Wiring isn’t just copper; connector type, crimp quality, strain relief, and routing discipline affect both assembly time and long-term reliability.
For buyers, the most useful question is not “what’s your PCB cost?” but “what are your incoming inspection standards, in-process checkpoints, and failure analytics?”
Packaging and Logistics
Packaging can feel like a rounding error until you scale.
Packaging design: Foam, edge protection, moisture protection, and drop-test validated packaging costs more but reduces damage claims.
Dimensional weight: Long-bar fixtures can be penalized heavily on freight, even when the net weight is modest.
Spare parts strategy: Including spare drivers/cables, or shipping service kits separately, shifts cost between BOM, logistics, and warranty reserves.
In practice, packaging and logistics decisions are part of reliability engineering: fewer damaged units mean fewer urgent replacements and fewer operational disruptions.
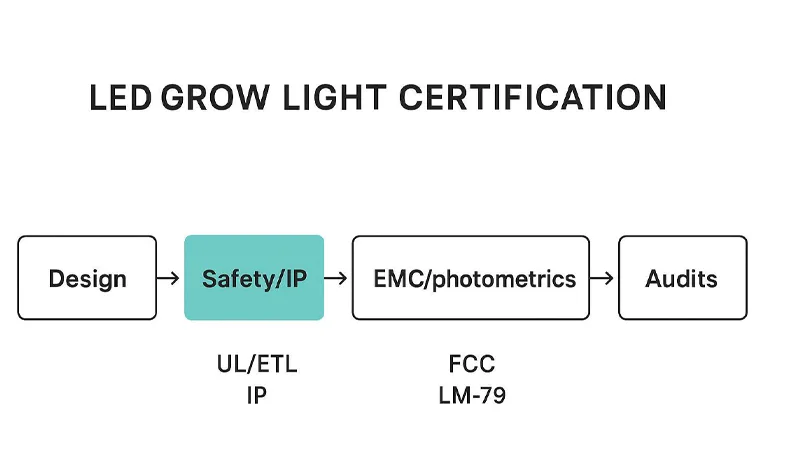
Compliance and Certification
Compliance cost is easiest to underestimate because it’s partly lab fees and partly internal effort: documentation, sample management, engineering iteration, and maintaining production consistency after the report is issued.
Compliance is both a cost center and a risk-control mechanism. If you operate commercial facilities, you’re not just buying a light—you’re buying the ability to pass inspections, qualify for programs, and avoid rework after installation.
Safety and Ingress (UL/ETL/IP)
In the US, third-party safety certification is typically tied to a Nationally Recognized Testing Laboratory (NRTL). UL and ETL are common marks used to indicate a product has been evaluated to applicable safety standards and is subject to ongoing factory surveillance (not just a one-time test). A clear explainer is OnLogic’s ETL Listed vs UL Listed guide (2024).
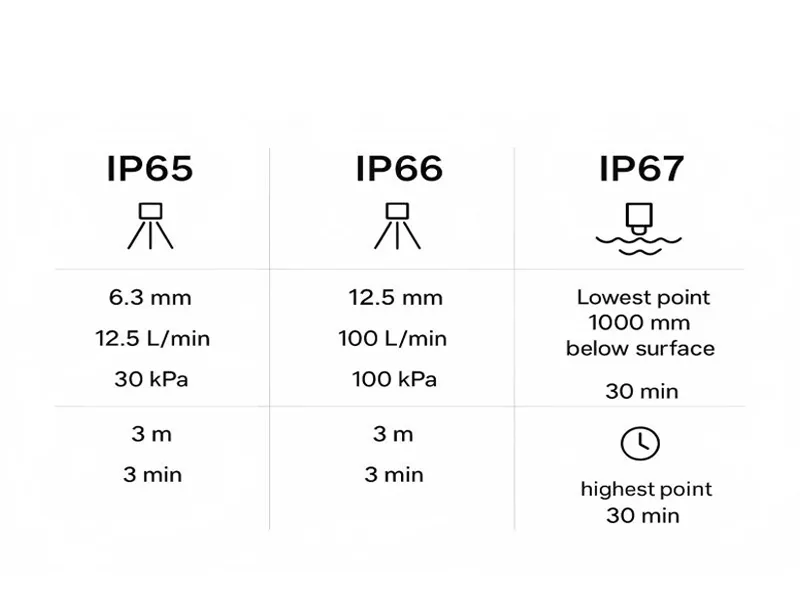
Ingress Protection (IP) ratings describe resistance to dust and water ingress. Treat IP as a test-backed claim: the cost isn’t just the gasket—it’s the design work, fixtures, and validation that make the rating repeatable.
EMC and Photometrics (FCC/LM-79)
Two things get conflated in quotes: “it works” and “it’s documented.”
FCC: For electromagnetic compatibility (EMC), US requirements under FCC Part 15 are a common reference point for unintentional radiators. A practical overview is outlined in Compliance Gate’s LED lighting regulations in the United States (2024).
LM-79: For photometrics, IES LM-79 is the industry method for measuring optical and electrical performance of solid-state lighting products. The IES lists the current standard as ANSI/IES LM-79 (2024), and labs like Intertek summarize what an LM-79 photometric testing program typically covers.
The cost impact is straightforward: clean EMC design reduces test failures and retest cycles; robust photometric documentation reduces downstream disputes about performance claims.
DLC Listing and Fees
The DesignLights Consortium (DLC) is commonly used in commercial lighting to qualify products for certain incentives. Whether you need DLC depends on your project and utility territory, but from a manufacturing-cost standpoint, DLC tends to pull in:
documentation effort (test reports, product data)
application time and potential iteration
internal process discipline (consistent builds matching tested configurations)
For growers, the operational question is less “is it listed?” and more “can the supplier provide the documentation package quickly and consistently across SKUs?” A useful internal framing is SLTMAKS’s discussion of documentation for incentives and inspections in ePAR grow lights.
Warranty, Overhead, and Tariffs
These categories don’t change your PPFD map, but they often decide whether a platform is deployable across multiple rooms without constant firefighting. They’re also where different manufacturers’ business models (and risk tolerance) show up in pricing.
If BOM is what you can see, these are what you usually can’t. They can make “cheap” fixtures expensive—just on a different timeline.
Warranty and Service Reserves
A manufacturer that plans for real-world failure modes prices a warranty reserve into the product.
Cost drivers include:
expected driver failure rates under heat and voltage variation
connector and harness failures (strain, corrosion, installation handling)
service logistics (advance replacements, spare parts pools, local warehousing)
This is a good place to be explicit about philosophy. For example, SLTMAKS keeps brand mentions minimal in cost discussions, but it’s reasonable to note that a compliance-first engineering approach and conservative reliability reserves can reduce “surprise costs” later—particularly in multi-site rollouts where downtime and emergency swaps scale fast.
Overhead and NRE
Overhead and NRE (non-recurring engineering) are real costs, even when they’re not spelled out.
Documentation: controlled drawings, revision tracking, and traceability systems.
Process engineering: fixtures, jigs, test stations, and calibration.
Supplier qualification: audits and incoming quality controls.
If you’re asking for custom form factors, custom spectrum, or special controls, expect NRE to show up. The practical question is whether you get a controlled spec, stable revisions, and reproducible outputs in return.
Tariffs and Duties
Tariffs and duties don’t change what it costs to build a fixture, but they change your landed cost.
For US buyers from 2024–2026, treat these as scenario variables:
country of origin and HTS classification
Incoterms (who pays what, and when)
freight mode (air vs ocean), fuel surcharges, and peak-season pricing
You won’t model this perfectly. But you can model it honestly by building a low/base/high range and updating assumptions quarterly.
Modeling Your Fixture Cost to Manufacture LED Grow Light Fixtures
A useful model is one you can update in 15 minutes when aluminum, freight, or tariff assumptions change. Keep it simple, make the sensitivities explicit, and use it to compare vendors—not to predict the future.
The goal isn’t to predict a single number. It’s to build a model that survives volatility and lets you compare options without being fooled by selective quoting.
Percentage Ranges and Sensitivities
Start with a simple split:
BOM: typically the largest share, but not the whole story.
Conversion costs: labor + test time + scrap/rework.
Compliance and programs: testing and documentation.
Overhead + warranty reserve: where reliability is funded.
Sensitivity levers that often dominate:
aluminum price (thermal/mechanical)
driver platform choice and availability
test coverage (minutes per unit)
yield (small % changes matter at scale)
logistics (dimensional weight) and tariff assumptions
Scale Effects and SKU Strategy
Scale reduces unit cost only when the factory can standardize.
Fewer SKUs means longer runs, fewer changeovers, fewer wrong-part errors, and more stable yield.
A shared driver platform and shared mechanical envelope across rooms/sites can reduce spares inventory and simplify technician training.
If you’re planning a multi-site rollout, it’s often worth paying slightly more per fixture for a standardized platform that reduces operational complexity.
ROI and TCO Tie-in
Model ROI (return on investment) and TCO (total cost of ownership) as a range-based decision, not a marketing exercise.
Include:
energy and HVAC interactions (system-level, not fixture-only)
The real cost to manufacture LED grow light fixtures isn’t just a BOM spreadsheet. It’s the sum of component choices, thermal margin, test coverage, yield discipline, certification sequencing, and the warranty/overhead structure that keeps performance consistent after year one.
If you’re evaluating quotes, the most actionable next steps are:
Request data-backed quote packages that include test reports, documentation scope, and a clear definition of what “compliant” means for your jurisdiction.
Validate certifications and test artifacts (NRTL marks, IP test method basis, FCC/EMC approach, and photometric reports such as LM-79).
Build a simple TCO model using low/base/high ranges—and update it as commodity prices (aluminum), freight conditions, and tariff rules shift.
A final reminder: the market won’t stay still. If you lock assumptions for 12 months without revisiting aluminum, freight, and duties, your model will drift—usually in the wrong direction.
FAQ
What is included in the cost to manufacture an LED grow light?
It usually includes BOM costs (LEDs/optics, drivers/controls, heat sink/mechanics, PCBs/wiring), plus conversion costs (labor, testing time, yield loss/rework), and non-manufacturing costs that still affect unit price (packaging, certifications, overhead, and a warranty reserve).
What are the most expensive parts of an LED grow light fixture?
In many commercial fixtures, the biggest cost contributors are typically LEDs/optics, drivers/controls, and thermal/mechanical parts (especially aluminum heat sinks). The exact mix depends on performance targets, protection features, and how much thermal margin is designed in.
Why do LED drivers matter so much for cost and reliability?
Drivers are a common failure point and can be underspecified without obvious changes in headline specs. Better drivers (protections, thermal design, surge tolerance, dimming compatibility) can raise BOM cost, but they often reduce field failures, rework, and warranty/service costs.
How do manufacturing tests and yield affect the real unit cost?
Longer or stricter testing (burn-in, hipot/ground checks, functional dimming tests) increases time and equipment cost per unit. But poor yield or weak test coverage can cost more later through rework loops, higher RMA rates, and operational downtime—so low test spend isn’t always low total cost.
What certifications and test reports are commonly required for commercial LED grow lights?
Common requirements vary by region and project, but buyers often look for a safety mark from an NRTL (such as UL or ETL in the US), EMC compliance (often tied to FCC Part 15 in the US), and photometric testing documentation like IES LM-79. Some projects also require IP testing and/or program listings, such as DLC, depending on incentive and inspection needs.
How can I tell if a low quote is cutting manufacturing costs in risky ways?
Ask what was reduced in driver spec, thermal margin, test time, or warranty reserve. Then request objective proof (test steps, failure-rate targets, certification files, and revision-controlled documentation) to confirm the savings aren’t simply shifting cost into downtime and RMAs later.